木更津工業高等専門学校 電子制御工学科 関口研究室
2013年度の5年卒業研究の1テーマとして、市販の卓上旋盤を卓上のスピニング加工機に改造する研究を学生と共に実施しました。このwebページでは、試作したスピニング加工機について紹介します。Fig. 1にスピニング加工機の外観を示します。また、加工機の仕様をTable 1に示します。
試作したスピニング加工機の外観
Fig. 1 試作したスピニング加工機の外観
Table 1 試作したスピニング加工機の仕様
|
項目 |
仕様 |
|
名称 |
卓上スピニング加工機 |
|
改造前の旋盤 |
手動卓上旋盤 SC2 (Shanghai SIEG Machinery Co., Ltd(西馬特机械)製) |
|
主軸出力 |
500 W |
|
回転数 |
100 rpm ~ 2500 rpm |
|
寸法 |
幅700 mm、奥行き250 mm、高さ300 mm |
|
質量 |
およそ42 kg(作業台を除く) |
|
電源 |
AC 100 V, 50 Hz / 60 Hz |
|
安全装置 |
非常停止スイッチ、巻き込み防止カバー |
|
ローラ軸と主軸のなす角 |
0°、30°、45°、60°、75°(5段階) |
|
素材最大直径 |
約100 mm(成形型形状にもよる) |
|
加工可能な素材 |
純アルミニウム板 0.3 mm~0.8 mm厚 |
スピニング加工(metal spinning)1)は、素材を塑性変形させることで部品を製作する、塑性加工法の一種です。金属の円板や管を、成形型と共に回転させ、ローラ状の工具を押し当てることによって、成形型の形状に加工します。ざっくばらんに表せば、「金属のロクロ作業」です。スピニング加工の歴史は古く、16世紀の中世ヨーロッパの版画にも加工の様子が写されています2)。また、人力の加工は「へら絞り」とも呼ばれ、今でも職人の経験が活きる技術とも言われています。板材のスピニング加工の方法には、大きく分けて2種類の方法があります。一つが、ローラを成形型に沿って1回だけ動かして目的の形状に成形する「しごきスピニング加工」です。もう一つが、ローラを複数回往復させて素材を徐々に目的の形状に成形する「絞りスピニング加工」です。学術的には、転造やリングローリングなどの加工方法とあわせて「回転成形(rotary forming)」、あるいは、逐次張り出し成形やハンマリングやショットピーニングなどとあわせて「逐次成形(incremental forming)」に分類されます。
近年、3Dプリンタや卓上NCフライスや卓上レーザカッターやカッティングプロッタなどの機械を使った個人でのものづくり、通称「パーソナル・ファブリケーション」が活発になりつつあります。この動きを製品の多品種少量生産の最たる形と見る人もいます3)。一方、スピニング加工も成形型さえ変えれば、様々な金属のシェル形状を成形できますから、多品種少量生産向きの加工方法の一つとして個人でも試せるはずです。
しかし、現実にスピニング加工機というと産業用の加工機が主で、個人使用や加工体験に適した小型のスピニング加工機が希少であることに気がつきます。おそらく現在最も現実的なのは、木工旋盤と木工旋盤用のへら絞り加工の工具セットを買うことでしょう。James P. Riser さんのように木工旋盤をへら絞り加工機にした方もいらっしゃいます。ニュージーランド在住のBruce Simpson さんはへら絞り加工機を1から作られました。以上のように卓上のスピニング加工機については、例が少なく、そのほとんどが木工旋盤をベースにしています。
本研究の目的は、加工体験や個人使用に使えるスピニング加工機を試作することです。少なくとも日本では木工旋盤ユーザーよりも金工の卓上旋盤ユーザーのほうが多いように見受けられます。そこで、金工用の卓上旋盤を改造して(もちろん旋盤としての機能も失うことなく)なるべく安価にスピニング加工機に改造することとしました。
改造する卓上旋盤を選ぶことは重要です。本研究では、中国の Shanghai SIEG Machinery Co., Ltd(西馬特机械)製の手動卓上旋盤SC2としました。この旋盤については、Frank J. Hoose, Jr. さんによっても詳しく説明されています。選択の基準は、1) 低価格で購入しやすいこと、2) 普及しており事例研究の意味が高いこと、3) 塑性加工のために主軸の出力(ワット数)が大きいこと、の3点です。パーソナル・ファブリケーションの観点からは、CNCであるとなお良いのですが、予算の都合上断念しました。また、塑性加工に使うため機械的精度は重視しませんでした。主軸はタイミングベルトとギヤを介して500 WのブラシレスDCモータで駆動されます。旋盤と付帯工具等であわせて8万円程度の価格です。Fig. 2に示す卓上旋盤の標準装備から、刃物台、主軸チャック、回転センタを取り外すとFig. 3のようになります。この状態からローラ台をつける改造をします。刃物台の上側のハンドルを取り外してしまうため、ローラ台は1回転で軸方向へ19.2 mm進む縦送りハンドルと、1回転で半径方向へ1 mm進む横送りハンドルによって操作します。
|
|
|
|
|
Fig. 2 卓上旋盤の外観 |
|
Fig. 3 刃物台を外した卓上旋盤 |
スピニング加工では、旋盤加工に置けるバイトの替わりにローラを用います。そこで、Fig. 4に示すローラ台の部品を設計製作して取り付けました。
設計図は、以下の「ダウンロード」にあります。主軸とローラのなす角は、スピニング加工でよく用いられる0°、30°、45°のほかに60°、75°に組み替えることができます。ローラには、イースタン精工株式会社製 樹脂ベアリングのE-0630-6BやE-0630-6Bを用いました。ねじ付きで取り換えが簡単にでき、表面が樹脂のためアルミなどやわらかい材料に傷をつけにくい利点があります。
|
Fig. 4 ローラ台の部品 |
旋盤加工では材料の振れ止めのため、テールストックに回転センタを取り付けて材料を支持しますが、スピニング加工では板材を成形型に保持する必要があります。このために、Fig. 5に示すように回転センタに取り付ける冶具を設計・製作しました。
|
Fig. 5 冶具付き回転センタ(左)と元の回転センタ(右) |
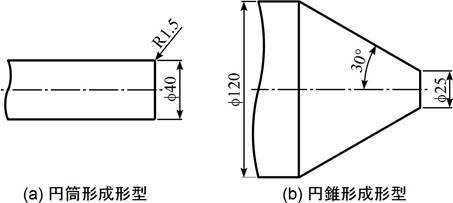
スピニング加工では、成形型の形によって出来上がりの形状が異なります。成形実験のために、本研究では、Fig. 6に示す2種類の成形型を製作しました。(a)の円筒形成形型は、主軸のチャックで保持して使用します。(b)の(切頂)円錐形成形型は、主軸のチャックを外して主軸に直接取り付けます。
|
Fig. 6 製作した代表的な成形型形状 |
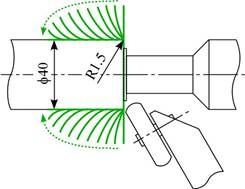
アルミニウム板を円錐形に成形する過程の材料の変形をFig. 7に示します。板の厚さは0.5 mmで直径は50 mm、円錐の頂部は直径25 mmで半角は30度です。この加工の動画は、以下の「ダウンロード」にあります。この加工は、2014年7月の木更津高専キッズサイエンスフェスタで、来校した小中学生に体験していただいた内容です。成形に失敗すると、ビール瓶のふたのようにふちにしわの寄った形状になります。大人でも意外と失敗することがあります。素材の直径が大きくなるほど、難易度が上がります。
|
Fig. 7 円錐形の絞りスピニング加工における材料の変形過程(1:素材→6:完成) |
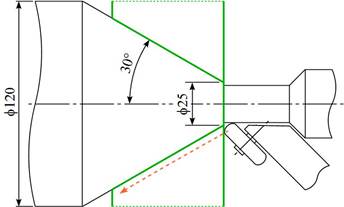
同じ成形型でも、Fig. 8のように、ローラを往復させず成形型に沿って1回だけ動かして加工すると、Fig. 9のように成形することもできます。もともとの素材の直径が保たれたまま出来上がることが特徴であり、この加工方法は「しごきスピニング加工」といいます。
|
|
|
|
|
Fig. 8 円錐形状のしごきスピニング加工 |
|
Fig. 9 しごきスピニング加工による円錐形成形品 |
ローラを複数回往復させて徐々に目的の形状に近づける方法を「絞りスピニング加工」といいます。Fig. 10に示す円筒形状の絞りスピニング加工は最も代表的な例です。素材の直径を大きくするとFig. 11のように、出来上がる形状も深くなります。
|
|
|
|
|
Fig. 10 円筒形状の絞りスピニング加工 |
|
Fig. 11 絞りスピニング加工による内径40 mmの円筒形成形品(左から素材直径50, 60, 70, 80 mm) |
本研究では、以上のように、市販の卓上旋盤を改造して卓上スピニング加工機にすることに取り組みました。設計図のPDFを参照していただければ、同じ加工機を複製することが可能です。見学のご希望やご相談などありましたら下記連絡先(関口)までご連絡ください。
以下の免責事項をお読みいただいた上で、ダウンロードしていただきますようお願いいたします。
インターネット上に挙げられているさまざまな技術的資料の扱いと同じように、本記事及び付随する資料により損害を被られても責任は負いかねます。ご了承ください。










〒292-0041 千葉県木更津市清見台東2-11-1
電話:0438-30-4000(代表)
FAX:0438-98-5717
Copyright (C) 2015 National Institute of Technology, Kisarazu College All rights reserved.